
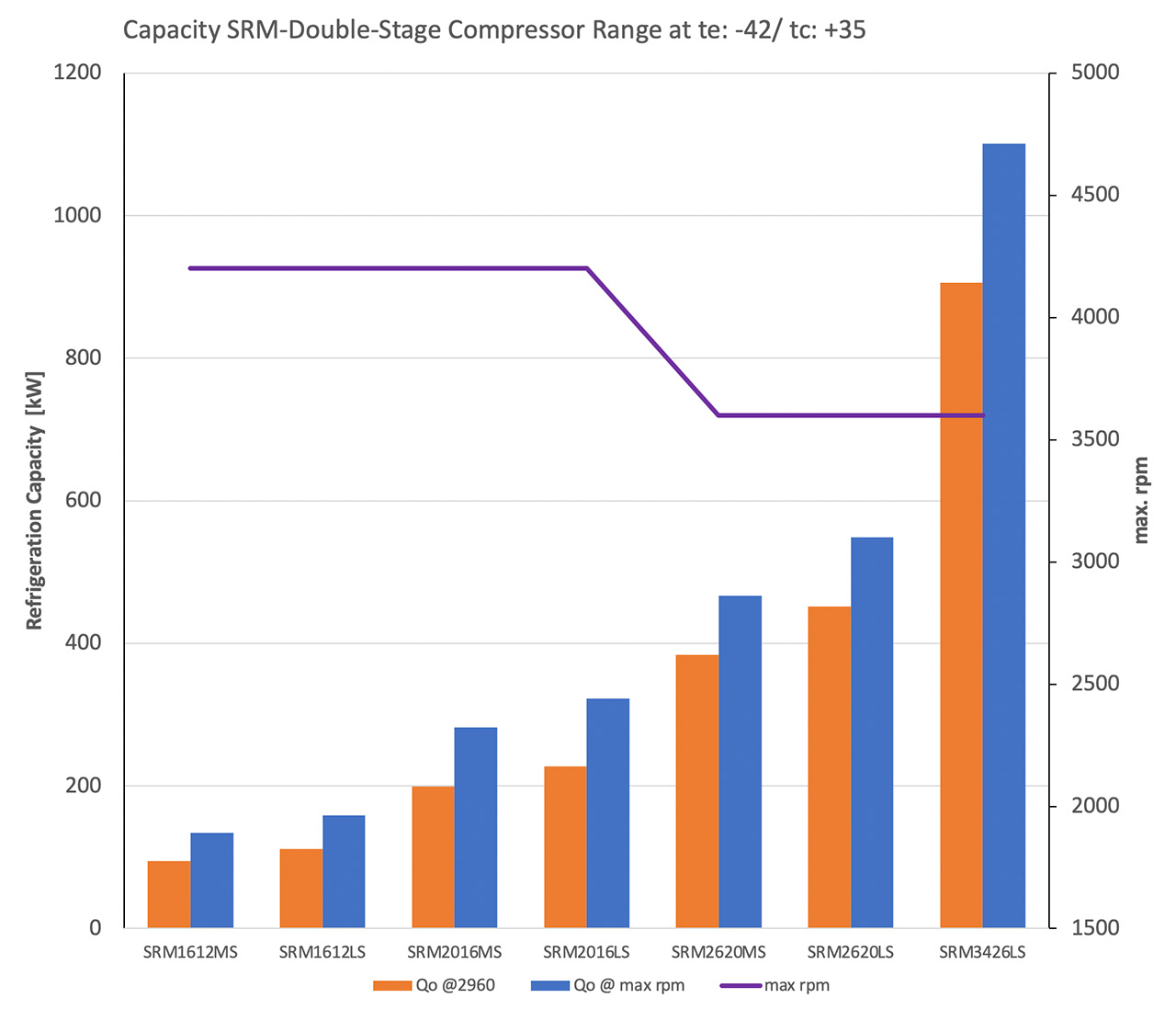
For low temperature applications where no side-load on the high stage is needed, like a dedicated package to a spiral freezer, the double stage SRM compressor offers a high efficient solution with lowest footprint compared to a booster system with two packages.
Click to enlarge chart
Click to enlarge chart
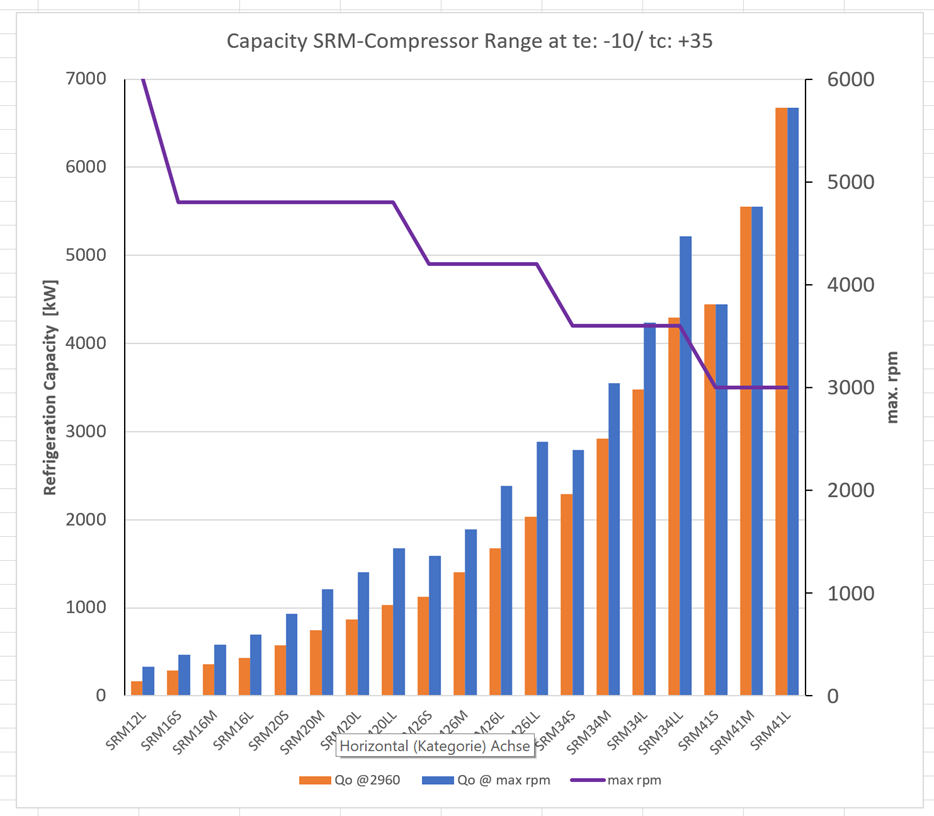
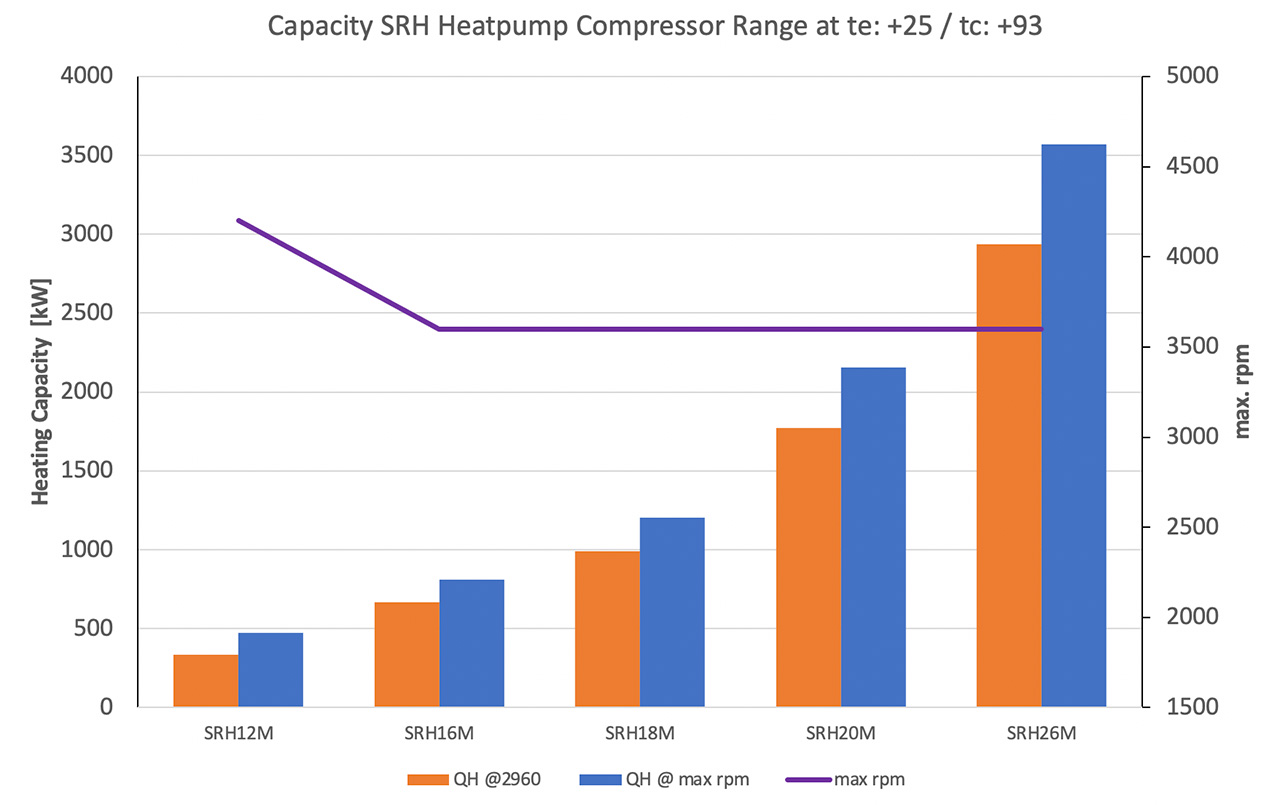
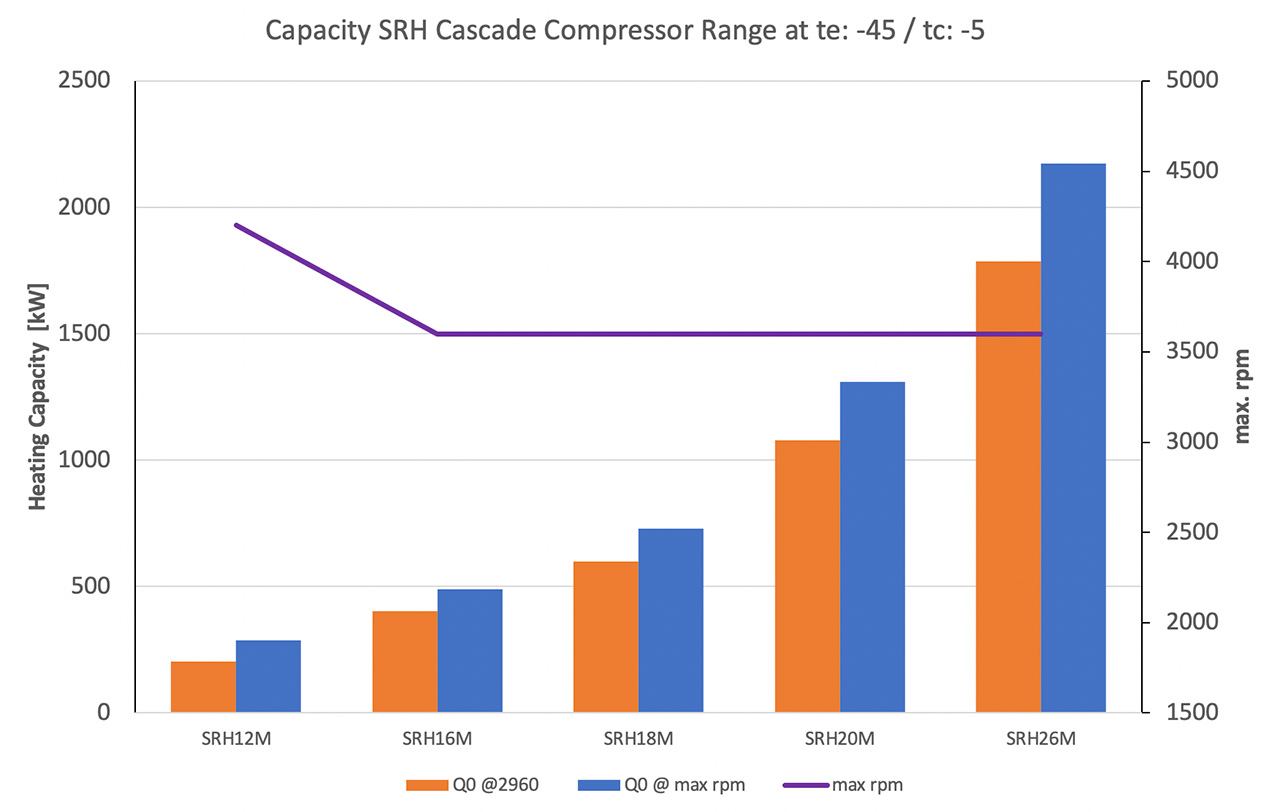
With displacements from 161 to 1409 m3/h these compressors are capable to operate heat pumps dependent on the heat source of more than 3 MW and CO2 low temperature cascade systems of approx. 2 MW.
Click to enlarge chart
Click to enlarge chart
Click to enlarge chart
Click to enlarge chart

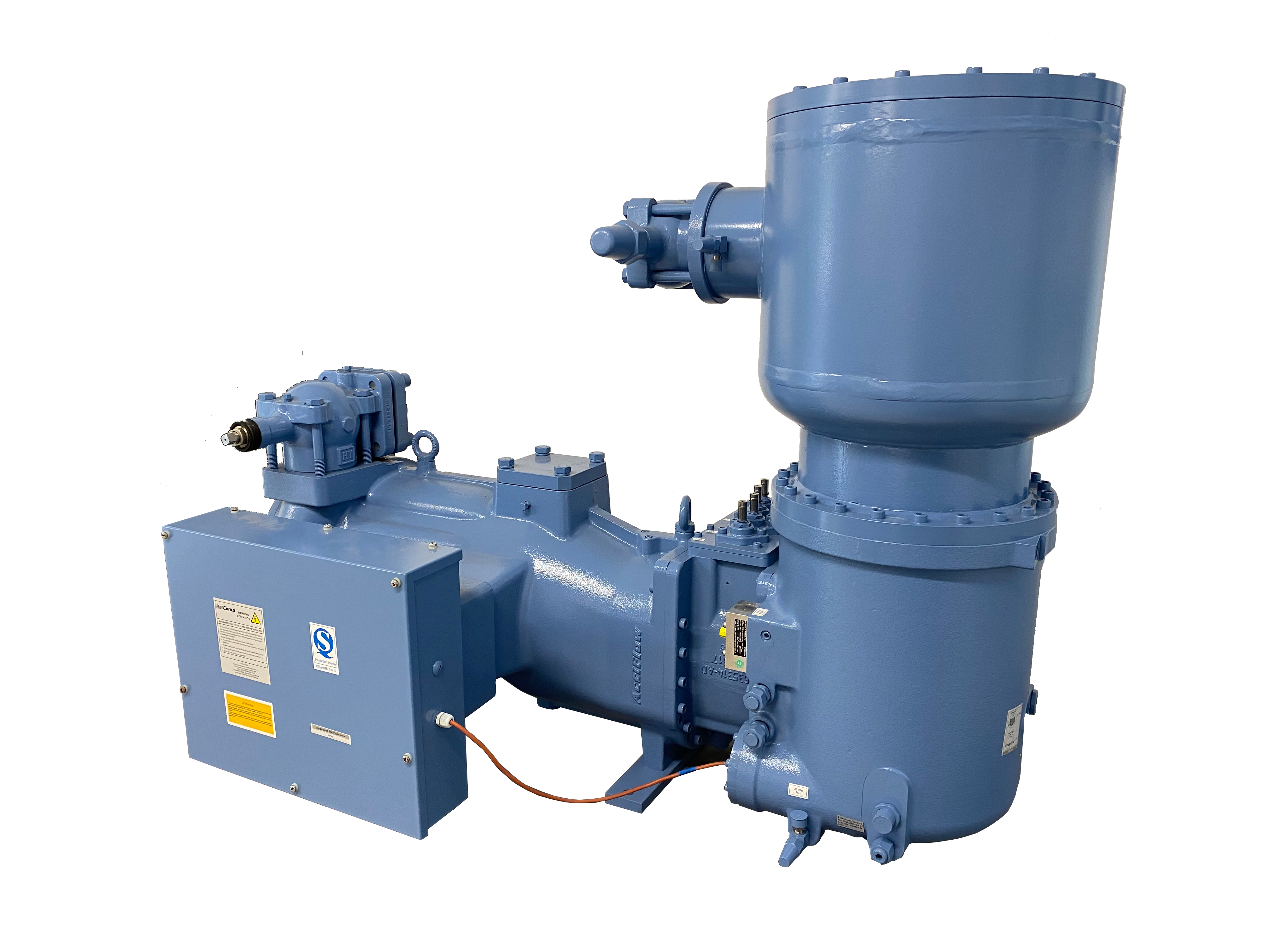
The semi-hermetic Ammonia compressors offer the solution for smaller capacity ranges or where a technical permanent leak-proof system is the choice.
![]() SRS Semi-hermetic Compressor Brochure
SRS Semi-hermetic Compressor Brochure
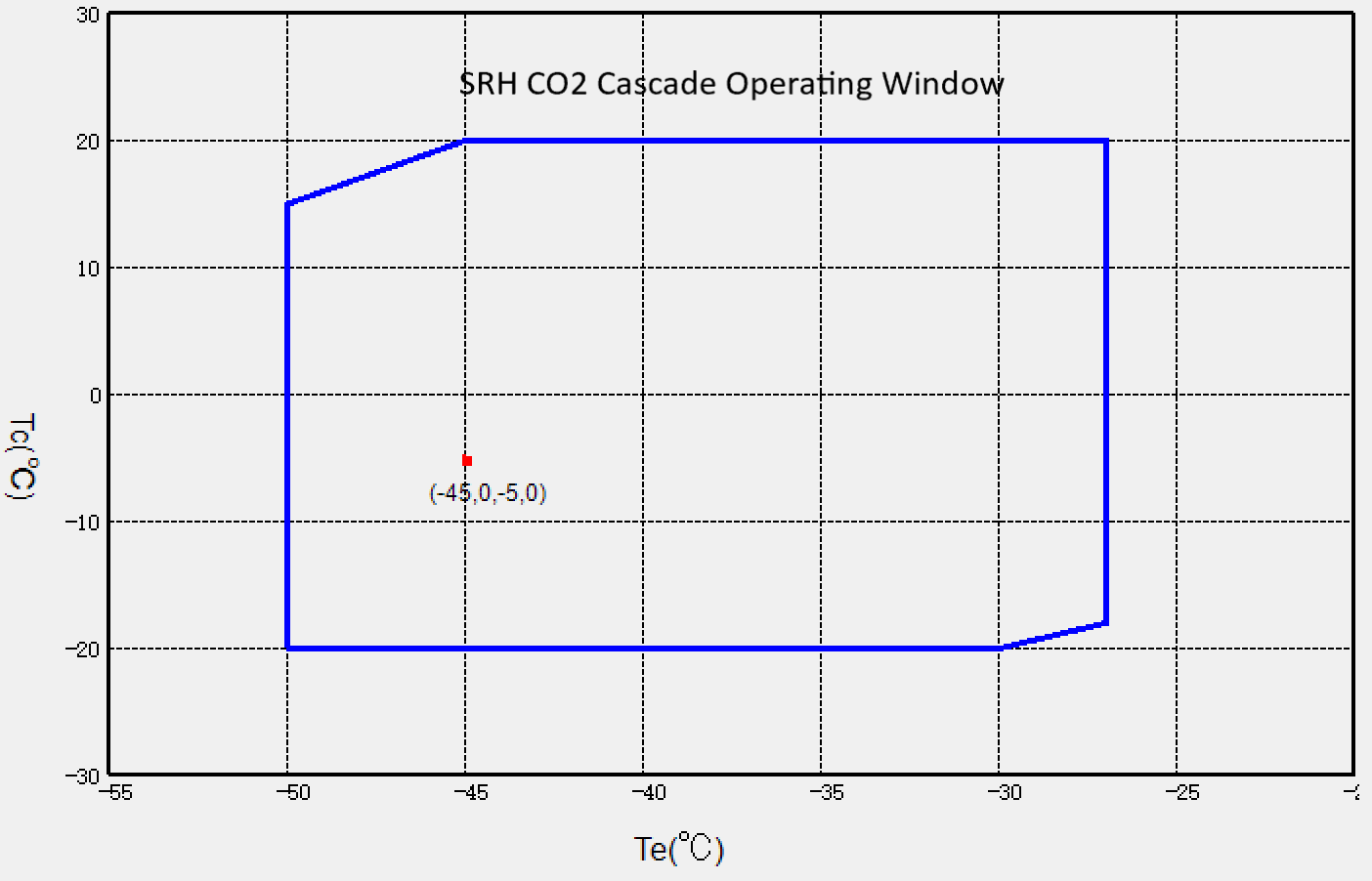
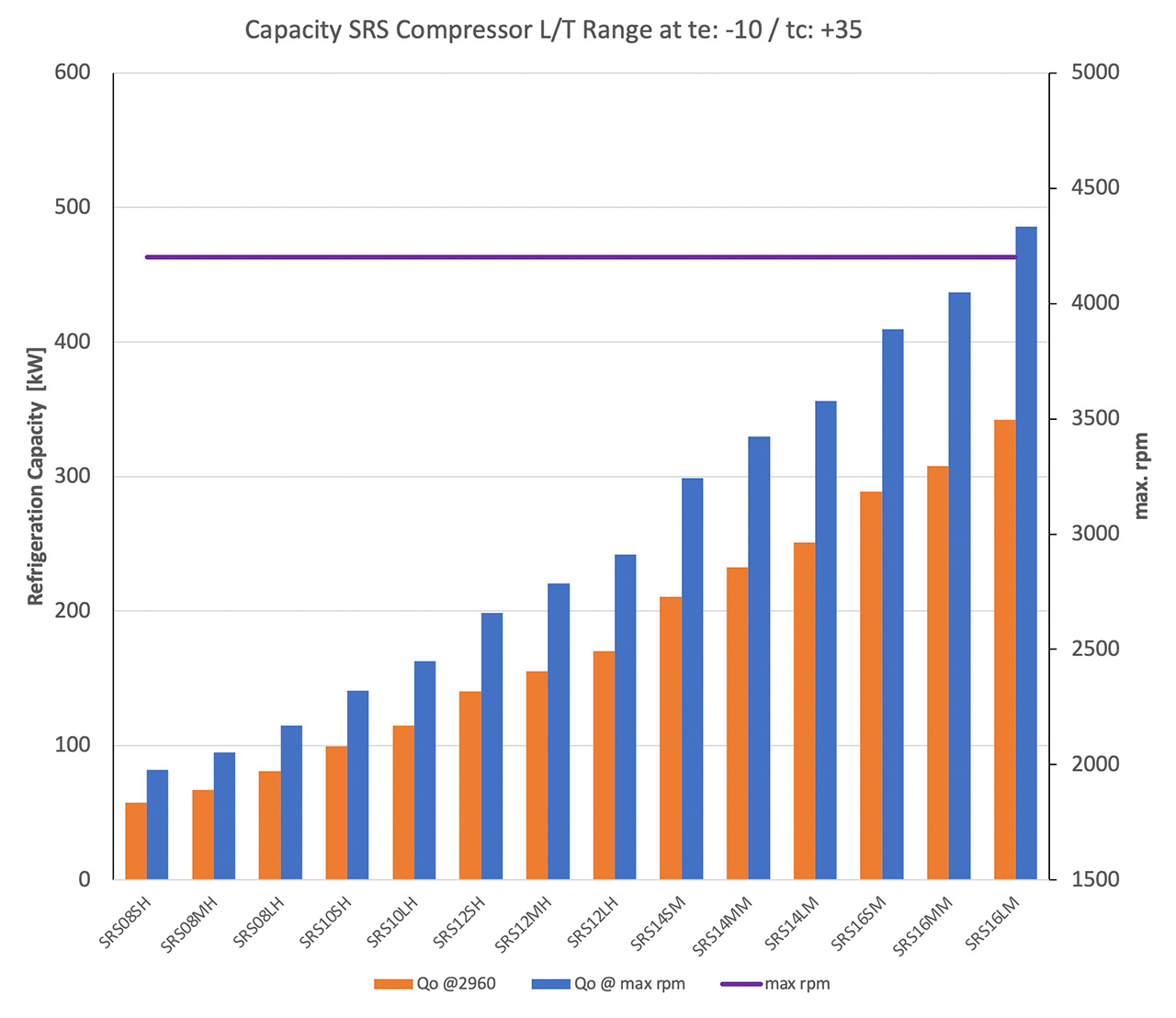
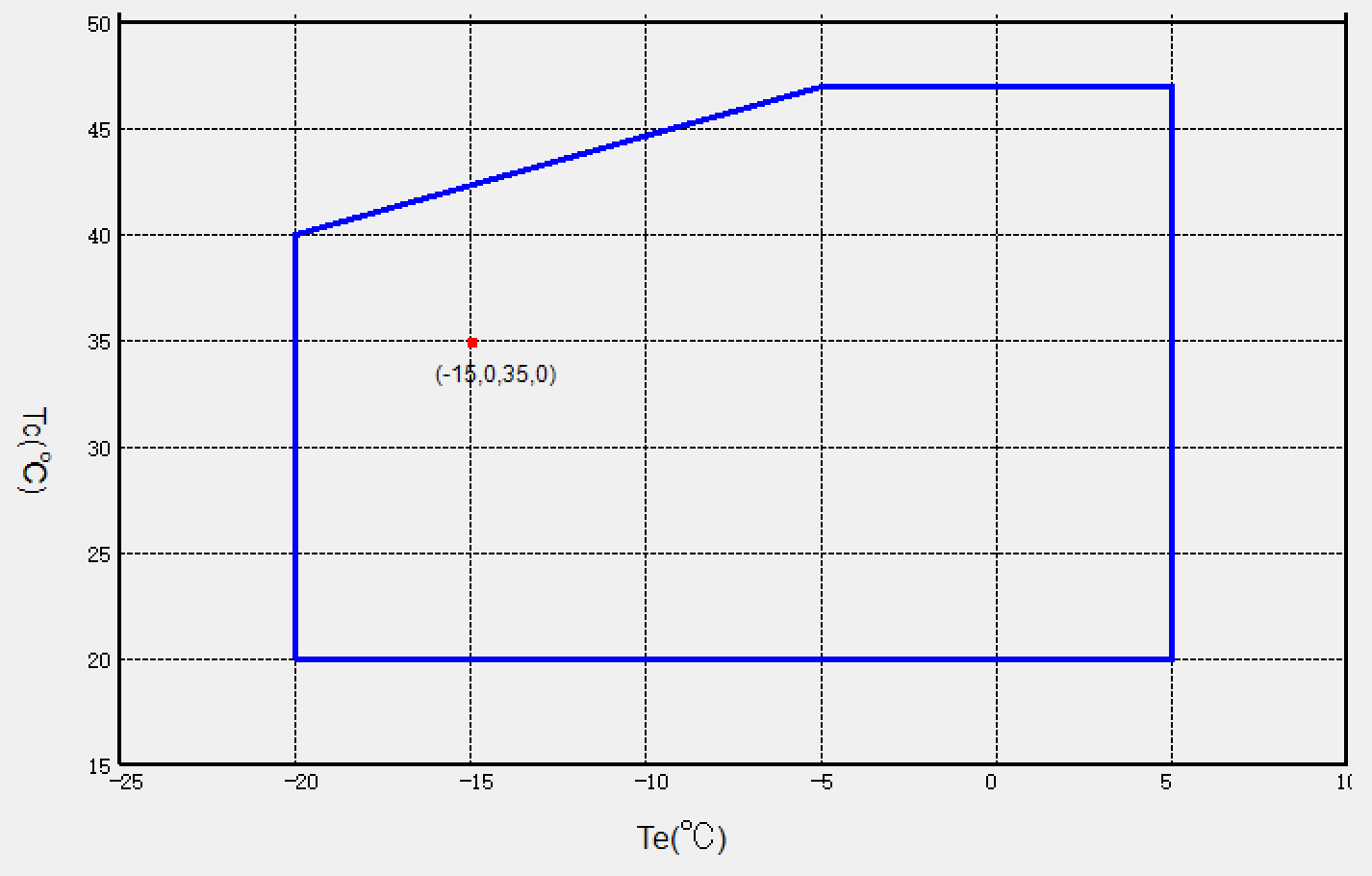
The standard application for low temperature offers small footprint and a wide capacity range.
Click to enlarge chart
Click to enlarge chart
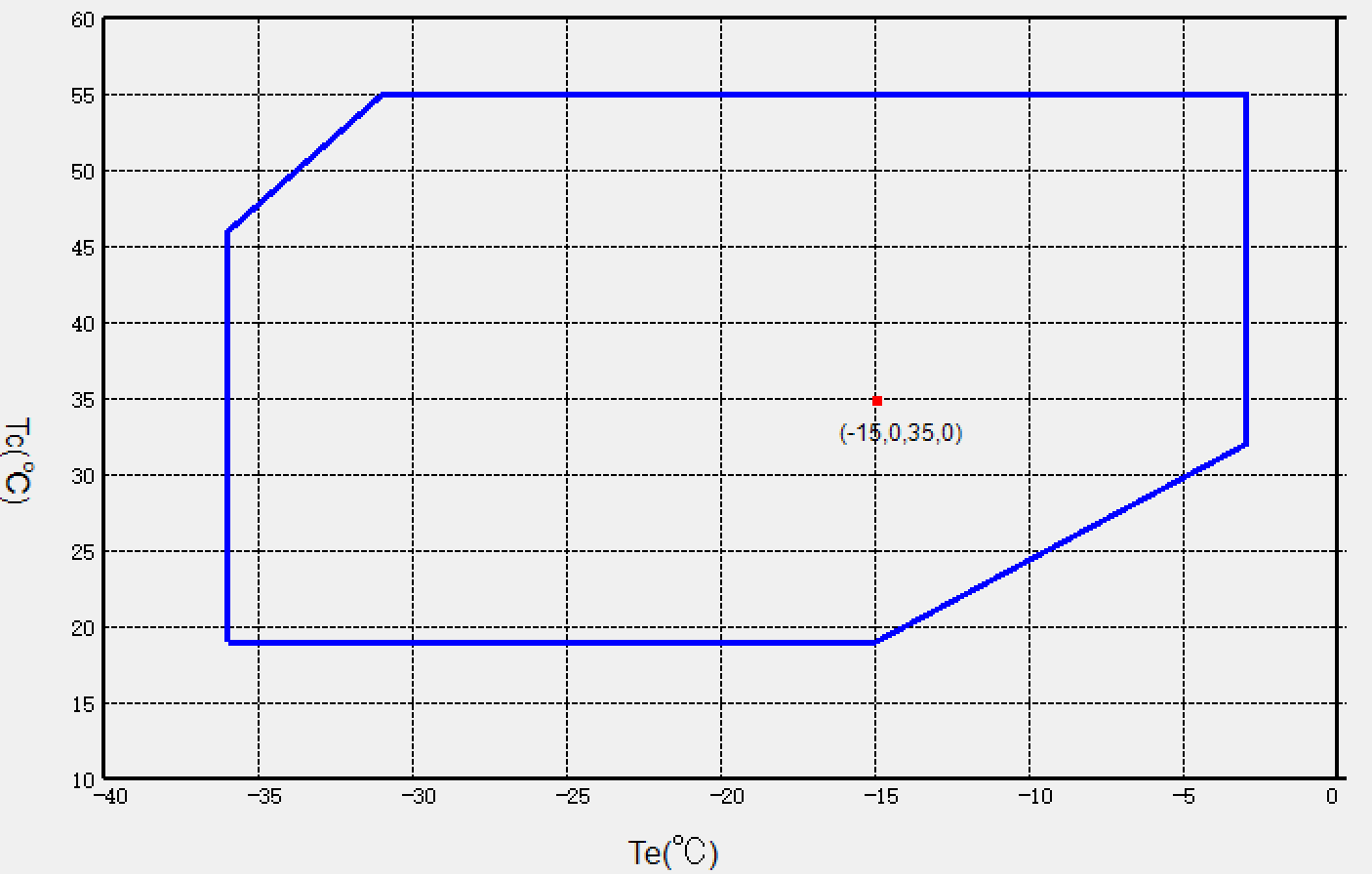
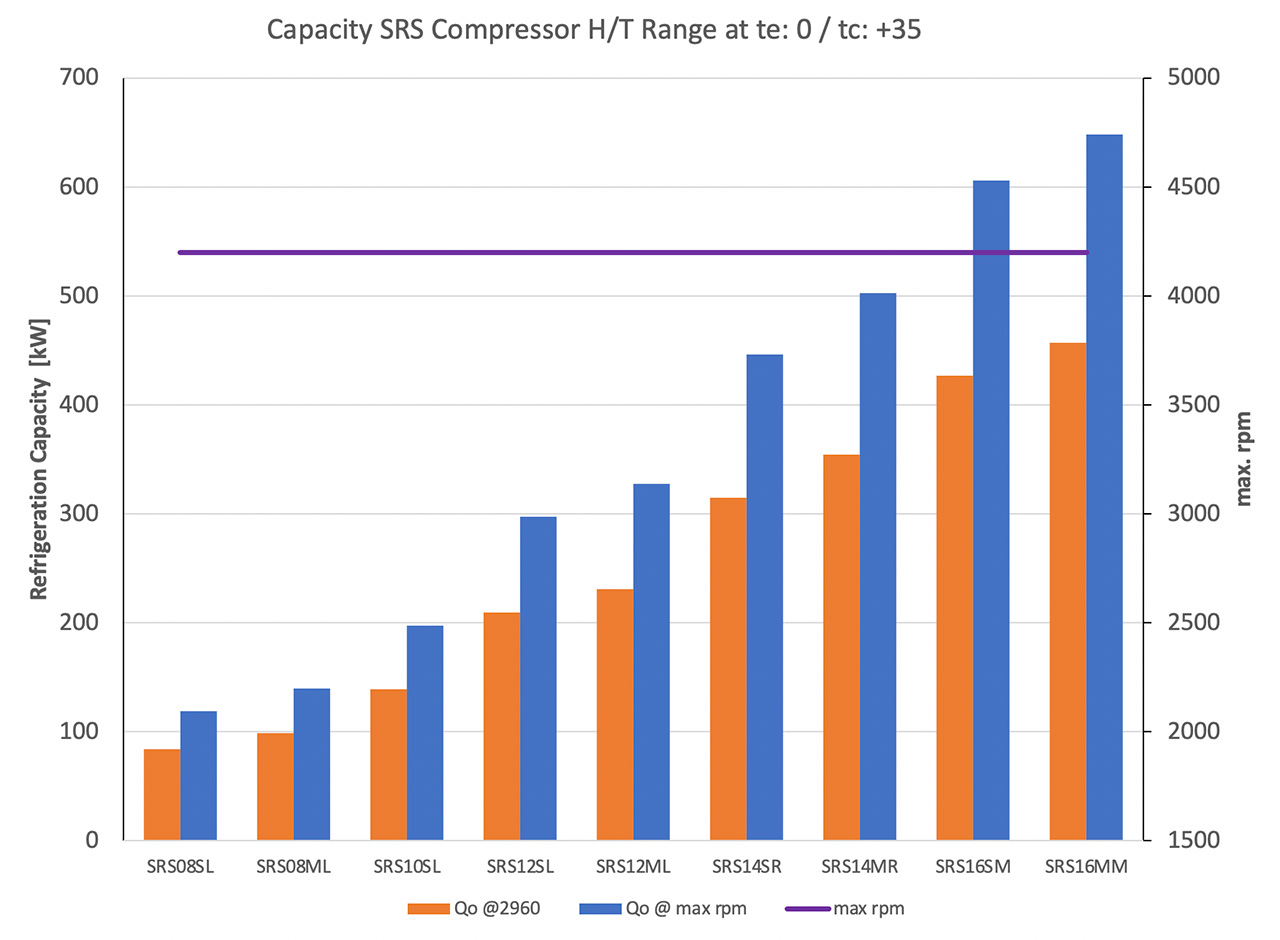
SRS High Temperature
This range with a larger motor is designed especially for medium to high temperature process cooling applications.
Click to enlarge chart
Click to enlarge chart
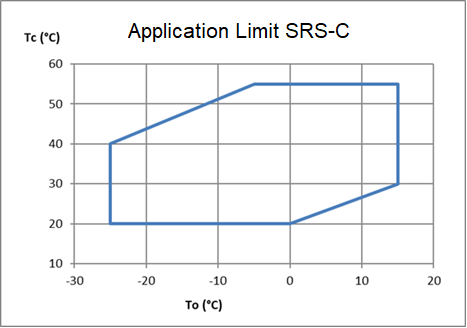
SRS-C Compressor
Click to enlarge chart
This most innovative compressor for Ammonia chiller applications is revolutionizing traditional design: the integrated oil separator leads to the most compact chillers possible reducing oil charge, pipes and connections thus reducing potential leakages and cost. Equipped with ActiFlow only the oil needed by the actual operation point is sent to the compressor thus improving efficiency of the whole system. The mechanical automatic Vi which needs no external input or control is ensuring continuously operation at its best point.
Click to enlarge chart